

成型药品泡罩透湿性能测试的必要性探讨
文章来源:Labthink兰光
浏览次数:5969
发布日期:2014-06-26
文档下载
摘要:药品的泡罩包装又称为PTP包装(press through packaging),因其具有药品稳定性好,易于携带,便于少剂量和系列化包装而被广泛应用于片剂、丸剂、栓剂、胶囊等固体制剂的药品。通过进行整体药品泡罩透湿性能检测,比对三种成型泡罩的阻湿性可以发现,不是所有泡罩基材在成型后都能很好地保持阻隔性能,生产、流通中存在很多复杂的因素会导致成型泡罩的透湿量变大。事实证明,我们不能从薄膜或硬片的水蒸汽透过率(WVTR)来判定成型泡罩防潮性的优劣。与此同时,药品泡罩的水蒸气透过率随环境温度的升高而增大,因而检测成型药品泡罩的透湿性是非常必要的。
关键词:
药品泡罩
,PTP
,防潮
,成型
,WVTR
济南兰光机电技术有限公司
Discussion on the necessity of molding Pharmaceutical blister moisture permeability test
Abstract: Pharmaceutical blister packaging is also known as the PTP package (press through packaging), because of its high stability, easy to carry, convenient to less dosage and series packaging, is widely used in tablet, pill, capsule, suppository and other solid dosage forms of drugs. Through the molding Pharmaceutical blister moisture permeability test, comparing the resistance properties of the three kinds of forming blister can be found that not all blister base material after molding keeps obstructing performance, there are a lot of complex factors in the production, circulation leads to forming blister moisture permeability was large. In fact, we can't from water vapor transmission rate (WVTR) of film or sheet to determine the forming blister moisture. Meanwhile, the Pharmaceutical blister water vapor transmission increases along with the increase of environment temperature, and the detection of molding pharmaceutical blister moisture permeability is very necessary.
Key words:Pharmaceutical blister, PTP, dampproof , molding, WVTR
药品的泡罩包装又称为PTP包装(Press Through Packaging),因其具有药品稳定性好,易于携带,便于少剂量和系列化包装而被广泛应用于片剂、丸剂、栓剂、胶囊等固体制剂的药品。药品对水蒸气、氧气、光都非常敏感,易因吸湿而失效。为保持产品的药效,泡罩包装必须具有非常好的阻隔性能。泡罩包装主要由两部分组成,性能需求具体如下:
(1)泡罩包装封口材料95%以上采用铝箔材料(药用铝箔国标中要求针孔直径大于0.3毫米的不能有,直径在0.1~0.3毫米的不能多于每平方米1个),铝箔基材是采用纯度为99%的电解铝经过压延制作而成,因具有高度致密的金属晶体结构,而有极高的防潮性、阻气性和保味性。目前PTP铝箔结构多由保护层(OP)、印刷层、铝箔基材、粘合层组成。OP保护层的主要作用是防止铝箔表面氧化变质,保护油墨层不脱落,防止铝箔在机械收卷时油墨与内侧粘合剂接触而污染药品。粘合层的主要作用是满足泡罩包装的密封性能,要求均匀涂布在铝箔上。在国家标准YBB00152002《药品包装用铝箔》中对药用铝箔质量、保护层、粘合层的性能均有理化指标要求,从而保护PTP铝箔具有较好的阻隔性、卫生安全性、热封性和良好的物理机械性能。
(2)泡罩的发泡基材主要使用聚氯乙烯(PVC)硬片、聚偏二氯乙烯(PVDC)硬片以及其它复合材料等,需要对应地满足国家标准YBB00212005聚氯乙烯固体药用硬片、YBB00222005聚氯乙烯/聚偏二氯乙烯固体药用复合硬片、YBB00232005聚氯乙烯/低密度聚乙烯固体药用复合硬片、YBB00242002聚酰胺/铝/聚氯乙烯冷冲压成型固体药用复合硬片、YBB00202005聚氯乙烯/聚乙烯/聚偏二氯乙烯固体药用复合硬片等对发泡基材的各项性能要求,使之具备足够的阻湿、抗氧化、耐冲击性和热收缩性能,最大限度保障药品的安全。
|
标准号 |
标准名称 |
测试条件 |
规格 |
水蒸气透过量g/(m2・24h) |
|
YBB00212005 |
聚氯乙烯固体药用硬片 |
23℃,90%RH |
/ |
≤2.5 |
|
YBB00222005 |
聚氯乙烯/聚偏二氯乙烯固体药用复合硬片 |
23℃,90%RH |
PVDC涂布量40g/m2 |
≤0.8 |
|
PVDC涂布量60g/m2 |
≤0.6 | |||
|
PVDC涂布量90g/m2 |
≤0.4 | |||
|
YBB00232005 |
聚氯乙烯/低密度聚乙烯固体药用复合硬片 |
23℃,90%RH |
0.15mm |
≤2.8 |
|
0.30mm |
≤2.5 | |||
|
YBB00242002 |
聚酰胺/铝/聚氯乙烯冷冲压成型固体药用复合硬片 |
38℃,90%RH |
/ |
≤0.5 |
|
YBB00202005 |
聚氯乙烯/聚乙烯/聚偏二氯乙烯固体药用复合硬片 |
23℃,90%RH |
同YBB00222005中对水蒸气透过量的要求 | |
表1-各标准中对水蒸气透过量规定汇总一览表
目前日常生活中频频出现药品变潮、失效的现象。这是由于泡罩的生产过程中存在很多复杂因素,实在难以完全保证使用符合标准的基材所制成的成型泡罩的防潮性能可以满足客户需求。另外从表1中可以发现,各标准中对材料水蒸气透过量规定的测试条件均为23℃、90%RH或38℃、90%RH的单一条件。然而成型后泡罩药品在流通、销售环节所处的环境并不是恒定不变的,环境温度也并不完全都是众人所理解的常温(即23℃),有时会遭遇到高温环境,因此也需要考虑温度是否会影响泡罩的透湿性,考察成型泡罩是否能够在变动的环境中始终保持良好的防潮性能。
医药泡罩整体的尺寸非常小,难以使用一般的整体包装物检测附件,且专门针对整体成型泡罩的水蒸气透过量检测还没有出台相关的国家标准,无法进行参考。笔者通过使用济南兰光机电技术有限公司的W3/330水蒸气透过率测试仪及其特殊附件,分别在23℃,90%RH和38℃,90%RH两种条件下检测成型泡罩的水蒸气透过率情况。与此同时,使用济南兰光机电技术有限公司的W3/030水蒸气透过率测试仪分别测试23℃,90%RH和38℃,90%RH两种条件下对应泡罩基材的水蒸气透过率。重点分析医药泡罩基材在成型后是否仍具有良好的防潮性能,同时考察温度对泡罩基材和成型泡罩水蒸气透过率的影响。
测试方法:
笔者选取了三种不同泡罩基材及其制成的成品泡罩,分别编号为1#(聚氯乙烯/聚偏二氯乙烯固体药用复合硬片,PVDC涂布量40g/m2)、2#(聚氯乙烯/聚乙烯/聚偏二氯乙烯固体药用复合硬片,PVDC涂布量40g/m2)、3#(聚氯乙烯固体药用硬片),试样无折痕、针孔等明显缺陷。
测试泡罩基材时,需按照水蒸气透过量测定法YBB00092003杯式法进行测试,试验时1#、2#基材的PVDC面向湿度低的一侧。将泡罩基材裁取成直径为74mm的圆片,然后放置在透湿杯中,密封好后平稳地移放至仪器W3/030内部。设备自动将泡罩基材两侧的湿度差控制在90%RH,水蒸气在湿度差的作用下从透湿杯中湿度大的一侧透过基材进入到干燥的一侧,通过测定透湿杯的重量随时间的变化从而求出试样的水蒸气透过率。

图1 泡罩基材水蒸气透过率测试――置试样于透湿杯中
测试成型泡罩前将试样在23℃±2℃的环境下,放在干燥器中调节48h,然后将进出气管插入药品泡罩内,通过W3/330特殊附件将泡罩密封好后静置5h以上。测试时具有稳定相对湿度的氮气在泡罩外侧流动,干燥氮气在泡罩内流动,由于湿度梯度的存在,水蒸气会从高湿一侧扩散到低湿一侧,透过的水蒸气被流动的干燥氮气携带至传感器,通过对传感器电信号的分析计算,从而精准得出泡罩的水蒸气透过率等参数。试验过程中要仔细观察试验气体的流量,避免泡罩内的气体量骤变引起压力的骤升骤降,给测试结果带来较大偏差。
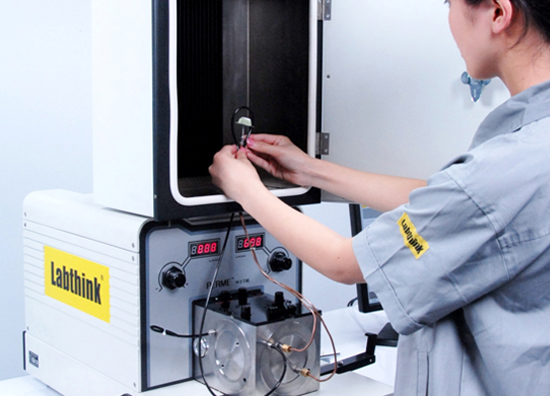
图2 成型泡罩水蒸气透过率测试
数据分析:试验所用仪器都可自动控温并具有三腔独立试验的功能,因此可在不同试验环境下同时测试三种泡罩或泡罩基材的水蒸气透过率。为增加测试数据的准确性,每种试样都选取三个平行样,测试结果为三个平行试样的测试平均值。测试结果具体如下表所示:
|
|
泡罩水蒸气透过率WVTR(g/pkg・day) |
基材水蒸气透过率WVTR (g/m2・24h) |
由泡罩透湿率估算出的基材透过率WVTR (g/m2・24h) |
基材对应满足标准中规定的水蒸气透过率WVTR (g/m2・24h) | |||
|
测试温度 |
23℃ |
38℃ |
23℃ |
38℃ |
23℃ |
38℃ |
23℃ |
|
1# |
0.0003 |
0.0008 |
0.85 |
2.236 |
1.274 |
3.397 |
≤0.8 |
|
2# |
0.0001 |
0.0003 |
0.589 |
1.785 |
1.695 |
5.085 |
≤0.8 |
|
3# |
0.0011 |
0.0031 |
2.243 |
5.427 |
3.245 |
9.144 |
≤2.5 |
|
备注 |
WVTR(基材估算值)= WVTR(泡罩)/泡罩总表面积 | ||||||
|
所选1#基材透湿量需满足标准YBB00222005;2#基材透湿量需满足标准YBB00202005;3#基材透湿量需满足标准YBB00212005 | |||||||
表2-泡罩水蒸气透过率测试结果
通过测试可以发现,温度升高会导致基材和成型泡罩的水蒸气透过率增大。从微观方面分析,湿气透过泡罩的过程可以视为湿气扩散行为,而扩散又属于分子热运动,受环境温度的影响。当温度升高时,湿气热分子运动加剧,湿气扩散加快。与此同时,不断做分子热运动的泡罩基材分子也随着温度升高而运动加剧,分子链构象变化加快,聚合物的内聚度降低,平行分子链间的通道变宽,湿气扩散速度增快。这两项都导致单位时间内、单位水蒸气压差下,透过单位面积泡罩的水蒸气量增多,成型泡罩的水蒸气透过率增大。
通过仪器检测基材的透湿量可以发现,1#泡罩基材的透湿量大于标准YBB00222005中规定的最大限值,这说明1#基材的质量就已然不能满足泡罩药品防潮性能需求。另外比对表2中数据可以发现,根据泡罩水蒸气透过率推算得出的基材水蒸气透过率较仪器检测出基材的水蒸气透过率数据偏大,并已经不满足标准中规定的基材透湿需求。这说明药品泡罩基材成型前、后的水蒸气透过率相差较大,我们不能仅通过基材的水蒸汽透过率就来判断成型泡罩的防潮性优劣。
所以通过试验就可以证明检测成型泡罩的水蒸气透过率是非常必要的,有条件者更要测试不同温度下泡罩的水蒸气透过率。如有出现质量问题,厂家可以及时发现,在源头查找导致泡罩水蒸气透过率变大的原因,更好地控制药品泡罩的质量。
总结:
受生产过程、工艺、设备的复杂性及许多不确定因素的影响,我们无法保证泡罩在成型过程中完全没问题。通过进行整体药品泡罩透湿性能检测,可以发现不是所有泡罩基材在成型后都能很好地保持阻隔性能,因此我们不能从基材的水蒸汽透过率来判断成型泡罩防潮性的优劣。与此同时,泡罩的水蒸气透过量会随环境温度的升高而增大,因此可以看出检测成型药品泡罩在不同温度下的透湿性是非常必要的。通过对成型泡罩包装不同温度下的透湿性能检测分析,同时配合泡罩密封性能检测、热封性能检测、抗冲击性能检测等等,药品生产厂家可以加强泡罩包装质量的监控与检测,进而调整生产工艺以确保药品的货架期质量。与此同时,对生产泡罩包装原材料的厂家也提出了更高的要求,需提高产品质量满足药品市场健康发展的需求。
参考文献:
⑴药品泡罩包装材料的现状与发展[J].机电信息,2004,4:31~32.
⑵洪亮,程利伟.浅谈药品泡罩包装材料及设备[J].包装天地,2007,10.
⑶白冰.药品泡罩包装材料的现状与发展趋势[J].包装世界,2001,4.
本文标题:成型药品泡罩透湿性能测试的必要性探讨
文章地址:http://service.labthink.cn/cn/article-Permeation-info-1406263.html
版权所有 Labthink兰光 未经许可禁止转载 转载请注明出处
文章地址:http://service.labthink.cn/cn/article-Permeation-info-1406263.html
版权所有 Labthink兰光 未经许可禁止转载 转载请注明出处