

多腔袋袋型设计和虚焊技术
浏览次数:3604
发布日期:2012-11-20
陈龙(德国普鲁玛公司)
多腔袋是在普通软袋大输液的基础上发展起来的,通过虚焊将软袋分隔出不同大小的腔室分别灌装不同药液,使用前压/撕开虚焊进行配液。通常以液液即配和粉液即配两种应用形式出现,根据灌装制剂种类的多少又可分为双腔袋、三腔袋及4腔袋等。
多腔袋的先进性:不同制剂分储在不同的腔室中,包装提供了充分的化学惰性、良好的生物和物理屏蔽性。多腔袋技术通过打开腔室间的虚焊实现密闭环境配制,彻底杜绝了配制中可能产生的微生物污染和配药错误。同时,使用方便,无需借助泵、注射器、管道等辅助设施,无需专用的配药间。包装袋为非PVC膜制袋,不含增塑剂,实现环保。
多腔袋在欧、美、日本等发达国家(地区)已有超过20年的成熟应用,并以其独有的先进性在全肠外营养、腹膜透析、抗肿瘤、抗生素、生物制品方面得到越来越广泛的应用。
一、多腔袋的袋型设计取决于产品的应用、工艺的安全性和外包装方式
多腔袋(见图1)的袋型设计需要考虑的因素包括:
1,满足产品规格要求:根据灌装量和加药量确定腔室大小和袋外型尺寸。袋子的外型尺寸设计要考虑膜材选型、制袋工艺、制袋设备的匹配以及灭菌、后续包装的可行性、经济性。
2、保证工艺的安全性:不同制剂应尽量实现在同一洁净区同时灌、封以避免多次灌封中袋转移时产生污染的风险,灌装后、封口前根据产品特性进行抽真空、充氮等保护措施。
一些特殊产品需要遮光或高阻隔性外袋,内外袋之间充惰性气体或放人吸氧剂、指示剂,并在包外袋后一同灭菌。
3、满足储存、运输、使用要求:虚焊的开启要满足两个要求1)正常使用中易开启;2)灌封、储存、运输中保持不开启。
对于具有两条(及以上)的虚焊软袋其虚焊开启力的设计要满足开启顺序要求。
包外袋及装箱的方式、数量要满足仓储、运输要求。
4、袋型设计的关键是虚焊,虚焊的位置、形状、尺寸要满足产品规格、制灌封工艺和外包装形式的要求。
虚焊的位置和形状取决于规格、袋型设计和制袋工业。
虚焊的尺寸(宽度)取决于虚焊开启力设定和外包装方式。通常对于需折叠包装的袋型虚焊宽度要足够大,无需折叠包装的要尽量小以降低材料成本。
5、避免与其他厂家产品的专利冲突。
由于专利保护等原因,目前国际市场上各厂家产品的袋型、虚焊设计各有不同。常见的袋型有:“日”字型、“目”字型、“品”字型、“四”字型等。采用的外包装方式包括:折叠包装、平装、热收缩立式包装等
袋型设计时需避开专利保护。
二、多腔袋的关键是虚焊,虚焊的质量取决于袋膜和虚焊技术
虚焊是多腔袋最关键的技术,其质量的关键在于选用适合虚焊的膜材和可靠的虚焊技术装备,实现虚焊开启力的均一性和可重复性。
一种膜材是否适合虚焊要通过焊接剥离力试验来确定,以科学的取样方式对不同虚焊部位不同工艺条件下的虚焊剥离力进行比较、分析,确定其焊接温度窗口、工业参数(见图2)。
高质量可虚焊膜材应具有的特性:厚度均匀、焊接性能稳定、虚焊温度窗口宽、灭菌前后虚焊开启力变化小、虚焊开启时产生的微粒少。
虚焊开启力的大小是由焊接工艺参数决定的。在膜材的虚焊温度窗口内,焊接温度越高、时间越长虚焊开启力越大。
虚焊的开启总是在开启力最小处,开启力的均一性确保虚焊部位能够全部打开,开启力的可重复性可实现每一袋产品虚焊的开启总是在同一位置。
试验表明:欧洲多数多腔袋产品的虚焊开启力在4.5牛顿到9牛顿之间。中国市场推荐参数:灭菌前虚焊开启力不低于5牛顿(避免灌装时开启)灭菌后不高于10牛顿(超过该值中国护士开启困难)。
要实现虚焊开启力的均一性和可重复性就要求虚焊技术装备能够实现精确的温度控制:1、焊接模具表面温度波动(温控精度)在膜材的虚焊温度窗口内;2,温控精度越高适用的膜材越多。
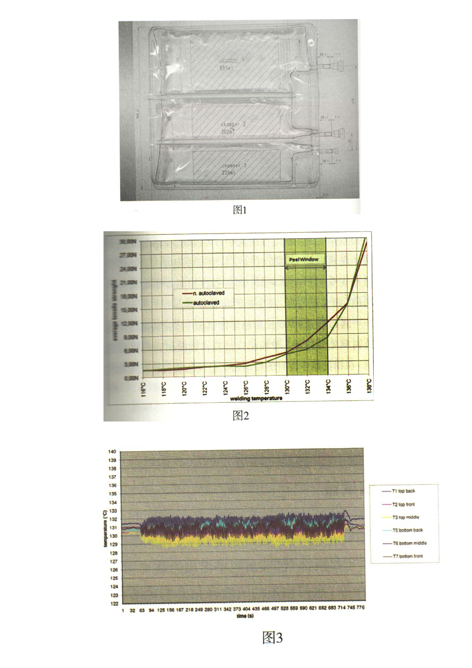
目前德国普鲁玛公司的虚焊技术可实现温控精度+/-1.5度(见图3),该技术选用热传导性极高的铝合金焊接模具,模具表面平整、加工精度高;内置热电偶温度精度高、反应时间短;装备大功率加热棒确保短时快速加热;同时软件系统配套专用的快速微处理器用于实现精确温控。该技术在国内外多腔袋产品领域已有广泛应用。
三、虚焊开启时产生的微粒取决于膜材内层(焊接层)的特性
多腔袋选用的膜材多为非PVC多层共挤膜,膜材内层材质要求具有1)优良的稳定性、相容性,满足所灌装制剂要求;2)良好的焊接特性;3)虚焊剥离后产生的微粒无害并符合制剂质量标准。
目前全世界都没有关于虚焊开启微粒的行业标准、规定,各个生产厂通常以企业内控标准作为生产规范。有关微粒的试验也是由各个药厂独立完成。
本文标题:多腔袋袋型设计和虚焊技术
文章地址:http://service.labthink.cn/cn/month-info-1211206.html
版权所有 Labthink兰光 未经许可禁止转载 转载请注明出处
文章地址:http://service.labthink.cn/cn/month-info-1211206.html
版权所有 Labthink兰光 未经许可禁止转载 转载请注明出处