

PA/LDPE复合膜包装的热封性与热粘性研究
文章来源:Labthink兰光
浏览次数:3847
发布日期:2014-06-25
文档下载
摘要:PA/LDPE复合膜在热封过程中常出现热封不良的质量问题,本研究针对该问题采用多款热封及拉力测试设备,固定热封压力及热封时间(或称为密封时间),结合热封区域形态是否良好,选取可达到最佳热粘强度及热封强度的热封温度(或称为密封温度)。由此,为该复合膜或采用LDPE作为热封层的复合膜使用企业在包装过程中提供可参考的依据。
关键词:
PA/LDPE复合膜
,热封温度
,热封性
,热粘性
刘东芳1 于佳佳2 陈欣2
(1. 国家包装产品质量监督检验中心,济南 250102;2. 济南兰光机电技术有限公司,济南 250031)
在食品及医疗器械行业,PA/LDPE复合膜是较为常见的包装用薄膜,因为PA具有较好的韧性及阻隔性,LDPE具有优良的热封性[1-2]。但是PA/LDPE复合膜在应用过程中,却经常出现热封过度或其他热封不良的现象,甚至在包装线上出现热粘性较差的包装,导致包装内容物变质或泄露等质量问题。上述问题大部分是由热封温度、热封时间或压力不合适引起,多数企业不了解所使用包材的热封及热粘性,甚至不知道所使用的包材材质,盲目的选择热封温度等工艺参数,导致热封过度等问题[3-5]。针对上述问题,我们选择常用的PA/LDPE复合膜包装作为研究对象,试验研究其热封性及热粘性最优参数,采用相关拉力试验机进行测试。通过固定延迟时间,测试试样在不同温度下的热粘强度,并绘制热粘曲线,从而得到具有良好热粘性试样的最佳密封温度范围。另外,通过固定热封压力、持续时间这两个热封参数,在不同热封温度下热封试样,测试热封强度,绘制热封曲线,确定PA/LDPE在良好热封性能下的最佳热封温度范围。上述研究可为采用LDPE作为热封层的复合膜使用企业提供一定的生产参考。
1. 试验
1.1 试验设备
HTT-L1 热粘拉力试验机:济南兰光机电技术有限公司生产,密封温度范围为室温 ~ 250 ℃,密封时间及热粘时间均为0.1 s ~ 999.9 s,密封压力为0.05 MPa ~ 0.7 MPa,试验速度为100、150、200、300、500、hot tack六档可选,力值量程为0 N ~ 200 N,0 N ~ 30 N,0 N ~ 50 N,0 N ~ 100 N四档可选。适用于塑料薄膜、复合膜等包装材料的热粘性能的测试。同时也适用于胶粘剂、胶粘带、不干胶、胶黏复合品、复合膜、塑料薄膜、纸张等软质材料进行剥离、拉断等项目的试验。
HST-H3 热封试验仪:济南兰光机电技术有限公司生产,热封温度范围为室温 ~ 300 ℃,热封时间为0.1 s ~ 999.9 s,热封压力为0.05 MPa ~ 0.7 MPa,该设备基于热压封口测试方法,可用于测定各种热封复合膜的热封温度、热封时间以及热封压力等关键参数。
XLW(EC) 智能电子拉力试验机:济南兰光机电技术有限公司生产,行程最大为950 mm,试验速度为50、100、150、200、250、300、500七档可选,力值量程为0 N ~ 500 N,0 N ~ 50 N两档可选。适用于塑料薄膜、复合材料、软质包装材料、塑料软管、胶粘剂、胶粘带、金属箔、隔膜、背板材料、无纺布、橡胶、纸张等产品的拉伸、剥离、变形、撕裂、热封、粘合、 穿刺力、开启力、低速解卷力、拨开力等性能测试。
1.2 试验步骤
本试验采用常见的PA/LDPE复合膜作为验证材料,测试其热粘强度与热封强度。
在验证材料表面随机选取10个位置点,测量其厚度,测量结果见表1。
表1 验证材料厚度
|
测试次数 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
平均值 |
|
厚度(μm) |
97.3 |
98.0 |
97.9 |
98.2 |
98.0 |
98.4 |
99.2 |
99.4 |
98.9 |
99.1 |
98.4 |
(1) 热粘性参数选择
沿验证材料的纵向方向随机裁制宽15 mm,长35 cm的试样45条。设置仪器的密封持续时间为1 s,设置仪器的密封压力为29 N/cm2,设置仪器的延迟时间为100 ms,夹具的分离速度设置为1500 mm/min(仪器设备固定值)。设置起始密封温度为125 ℃,将试样的密封面向上,夹持在热粘拉力试验仪上,进行热粘强度的测试,做5次平行试验。随后每隔2.5 ℃做一组试验,直至152.5 ℃热粘强度明显下降时为止,每个密封温度均做5次平行试验。
(2) 热封参数选择
沿材料的纵向方向随机裁制长15 cm、宽7.5 cm的试样44片。在热封试验仪上设置持续时间为1 s,在热封试验仪上设置热封压力为290 kPa,设置初始热封温度为95 ℃,随机取出2片试样叠放,热封面相对,热封刀平行于试样的横向进行热封。随后每升高5 ℃,按照上述方法对随机抽取的试样进行热封,直至热封温度为200 ℃试样严重变形为止。沿试样的纵向方向,分别将每个热封后的试样裁剪成宽15 mm的试样条5条。
将试样条放在(23±2) ℃,相对湿度(50±5) %条件下调节至少24 h后,分别测试每个温度下试样条的热封强度,拉力试验机的夹具初始间距设置为5 cm,移动速度设置为300 mm/min。
2. 结果与讨论
2.1 最佳热粘强度下热封参数的选择
各温度下的试验结果如表2所示。
表2 不同温度下试样的热粘强度
|
试验温度 (℃) |
热粘强度(N/15mm) | ||||||
|
1 |
2 |
3 |
4 |
5 |
平均值 |
标准偏差 | |
|
125 |
0.60 |
0.75 |
0.60 |
0.90 |
0.75 |
0.72 |
0.13 |
|
127.5 |
1.80 |
2.10 |
1.65 |
1.65 |
1.95 |
1.83 |
0.20 |
|
130 |
2.85 |
3.00 |
2.85 |
2.85 |
2.85 |
2.88 |
0.067 |
|
132.5 |
3.30 |
3.30 |
3.60 |
3.45 |
3.45 |
3.42 |
0.13 |
|
135 |
4.20 |
4.05 |
4.65 |
4.35 |
4.20 |
4.29 |
0.23 |
|
137.5 |
4.65 |
4.65 |
5.10 |
4.65 |
4.65 |
4.74 |
0.20 |
|
138.5 |
4.95 |
4.95 |
4.80 |
4.50 |
4.65 |
4.77 |
0.20 |
|
140 |
4.05 |
4.20 |
4.65 |
3.90 |
4.20 |
4.20 |
0.28 |
|
142.5 |
4.05 |
4.05 |
4.20 |
4.20 |
4.35 |
4.17 |
0.13 |
|
145 |
3.75 |
3.60 |
3.45 |
3.90 |
3.15 |
3.57 |
0.29 |
|
147.5 |
1.65 |
1.65 |
1.65 |
1.65 |
1.50 |
1.62 |
0.070 |
|
150 |
1.20 |
1.80 |
1.80 |
1.65 |
1.20 |
1.53 |
0.31 |
|
152.5 |
1.35 |
1.50 |
1.50 |
1.50 |
1.20 |
1.41 |
0.13 |
根据表2中数据,绘制试样的热粘曲线如图1所示。
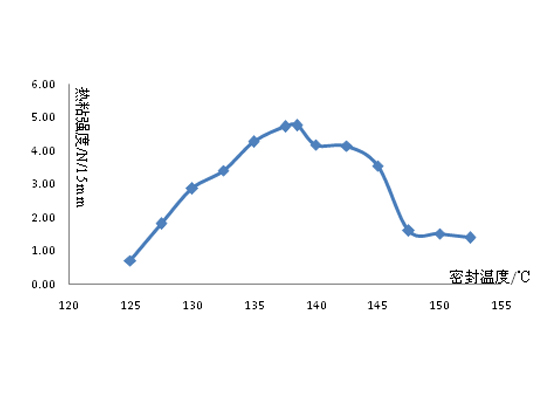
图1 热粘曲线图
上述表2及图1中的数据显示,在125 ℃ ~ 138.5 ℃温度范围内,热粘强度随着密封温度的增加而增加,温度超过138.5 ℃后,继续增加密封温度,热粘强度降低。为了确保试样具有足够的热粘强度,试样的密封温度应控制在135 ℃ ~ 140 ℃之间。
由于PA/LDPE材料厚度及剥离强度的不均匀性,导致试样在同样的密封温度下热粘强度存在一定偏差,但该偏差仍处于规定范围内。从试验现象发现,当试样的密封温度低于132.5 ℃时,发生粘合剂破坏,密封区完全剥开,密封温度为135 ℃ ~ 142.5 ℃时,发生分层破坏,密封区完全剥开,密封温度145 ℃ ~ 147.5 ℃时,发生分层破坏和部分内聚性破坏,密封区完全分开,密封温度150 ℃ ~ 152.5 ℃时,发生内聚性破坏,密封区未完全剥开。因此,为了防止热态密封区在包装过程中发生破坏,材料的密封温度应大于132.5 ℃。综合上述分析可知,验证材料PA/LDPE的最佳密封温度范围为135 ℃ ~ 145 ℃。
2.2 最佳热封强度下热封参数的选择
从热封后热封区形态可以看出,随着热封温度的升高,试样热封区的平整性逐渐变差,到155 ℃时热封边出现明显变形,200 ℃时热封边皱缩变形严重。因此,从包装的美观角度出发,热封温度应控制在155 ℃以下。
测试热封强度后,随着热封温度的增加,热封区的破坏形式由热封界面完全剥开逐渐演变为热封界面部分剥开、试样拉伸后远离热封处断裂、试样拉伸后热封根部断裂。当破坏形式为热封根部断裂时,在包装的储存、运输过程中,热封口处易发生破袋,由一系列试验现象可知,材料的热封温度应控制在200 ℃以下。
试验测得不同温度下试样的热封强度数据如表3中所示。
表3 不同温度下的热封强度
|
试验温度 (℃) |
热封强度(N/15mm) | ||||||
|
1 |
2 |
3 |
4 |
5 |
平均值 |
标准偏差 | |
|
95 |
0.039 |
0.042 |
0.037 |
0.038 |
0.04 |
0.039 |
0.0019 |
|
100 |
0.089 |
0.08 |
0.089 |
0.083 |
0.084 |
0.085 |
0.0039 |
|
105 |
0.12 |
0.12 |
0.12 |
0.13 |
0.12 |
0.12 |
0.0045 |
|
110 |
0.23 |
0.21 |
0.21 |
0.21 |
0.24 |
0.22 |
0.014 |
|
115 |
0.44 |
0.39 |
0.44 |
0.42 |
0.48 |
0.43 |
0.033 |
|
120 |
3.92 |
4.16 |
4.06 |
3.83 |
3.95 |
3.98 |
0.13 |
|
125 |
17.99 |
20.01 |
17.58 |
19.97 |
20.47 |
19.20 |
1.32 |
|
130 |
47.58 |
47.52 |
47.92 |
47.33 |
47.43 |
47.56 |
0.22 |
|
135 |
65.86 |
67.87 |
67.15 |
63.83 |
67.75 |
66.49 |
1.69 |
|
140 |
63.73 |
62.63 |
61.15 |
63.98 |
62.65 |
62.83 |
1.12 |
|
145 |
68.73 |
65.47 |
66.33 |
68.26 |
67.21 |
67.20 |
1.34 |
|
150 |
56.06 |
54.94 |
54.12 |
53.20 |
55.48 |
54.76 |
1.13 |
|
155 |
61.72 |
62.84 |
59.54 |
62.36 |
59.44 |
61.18 |
1.59 |
|
160 |
57.07 |
58.58 |
58.36 |
58.26 |
59.96 |
58.45 |
1.03 |
|
165 |
63.66 |
60.76 |
59.33 |
60.65 |
59.64 |
60.81 |
1.71 |
|
170 |
74.58 |
75.50 |
78.82 |
78.36 |
76.98 |
76.85 |
1.81 |
|
175 |
78.46 |
75.96 |
77.06 |
78.38 |
76.87 |
77.35 |
1.07 |
|
180 |
73.38 |
71.36 |
70.73 |
74.09 |
72.19 |
72.35 |
1.39 |
|
185 |
61.06 |
63.99 |
64.34 |
64.59 |
65.59 |
63.91 |
1.70 |
|
190 |
69.20 |
69.23 |
69.07 |
73.24 |
71.56 |
70.46 |
1.87 |
|
195 |
65.20 |
69.05 |
66.97 |
64.35 |
65.62 |
66.24 |
1.83 |
|
200 |
63.72 |
62.25 |
59.61 |
60.21 |
63.70 |
61.90 |
1.92 |
根据表3中数据绘制热封曲线如图2所示。
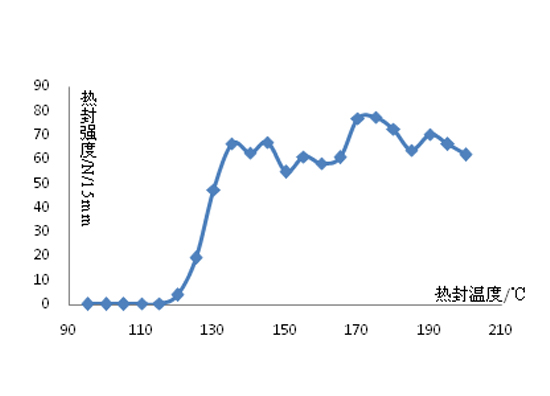
图2 热封曲线图
分析表3和图2中的试验数据可知,热封温度在95 ℃ ~ 135 ℃范围内时,随着热封温度的升高,试样的热封强度呈上升趋势,当热封温度超过135 ℃时,随着热封温度的升高,热封强度变化幅度较小,出现波动。因此,为了保证材料具有足够的热封强度,应将热封温度控制在135 ℃以上。
另外,同一温度下试样的热封强度存在一定偏差,但仍处于规定范围内,试样厚度的波动是造成热封强度存在偏差的原因之一。综合上述分析可知,验证材料PA/LDPE的最佳热封温度范围为135 ℃ ~ 150 ℃。
3. 结论
为获得PA/LDPE良好的热粘强度和热封强度,在热封设备稳定的情况下,热封试验仪上设置持续时间为1 s,热封压力为290 kPa(即29 N/cm2),经过系列试验选择出最佳的热封范围为135 ~ 145 ℃。较低或较高的热封温度会引起热粘强度或热封强度数值异常,热封区开口或根部断裂,导致包装破裂。从上述试验数据及现象可知,该研究可得到稳定而连续的试验结果,试验数据可靠,重复性好,可真实反映试样的热粘性能和热封性能。
参考文献
[1] 王东升, 郭永健, 母军. PET/PE复合材料最佳热封工艺参数研究[J]. 包装工程, 2012, 33(19): 72-74.
[2] 黄川华. 聚乙烯薄膜热封性能研究[J]. 塑料包装, 2008, 18(4): 46-49.
[3] 赵漫漫, 卢立新. 热封温度对PET/Al/PE包装膜热封性能的影响[J]. 合成树脂及塑料, 2008, 25(1): 57-61.
[4] 唐建光. 热封质量分析和制袋工艺条件[J]. 包装世界, 2003, (2): 47-50.
[5] 申素华. 复合膜热封强度的因素分析[J]. 印刷技术, 2002, 7(2): 46-47.
本文标题:PA/LDPE复合膜包装的热封性与热粘性研究
文章地址:http://service.labthink.cn/cn/article-literature-info-14062518.html
版权所有 Labthink兰光 未经许可禁止转载 转载请注明出处
文章地址:http://service.labthink.cn/cn/article-literature-info-14062518.html
版权所有 Labthink兰光 未经许可禁止转载 转载请注明出处