

蒸煮袋破袋问题分析及解决方案
文章来源:Labthink兰光
浏览次数:4407
发布日期:2013-04-28
文档下载
摘要:以蒸煮袋为代表的软罐头凭借其重量轻、体积小、导热快、杀菌时间短、可较好的保持内容物的色香味因而逐渐取代部分铁罐和玻璃罐,但由于其包装材料的众多性能受制袋、杀菌等工序的影响较大,因而存在潜在的破袋风险。本文就破袋问题进行了细致分析并提出几点解决性方案。
关键词:
蒸煮袋、破袋、热封、剥离、拉力机
摘要:以蒸煮袋为代表的软罐头凭借其重量轻、体积小、导热快、杀菌时间短、可较好的保持内容物的色香味因而逐渐取代部分铁罐和玻璃罐,但由于其包装材料的众多性能受制袋、杀菌等工序的影响较大,因而存在潜在的破袋风险。本文就破袋问题进行了细致分析并提出几点解决性方案。
关键词:蒸煮袋、破袋、热封、剥离、拉力机
作者:济南兰光机电技术有限公司
19世纪初期,漂泊海上的船员由于长期吃不到新鲜果蔬,严重影响了身体健康,在君主拿破仑的重金悬赏下,法国人阿贝尔发明了一种可长期贮藏果蔬的方法,这就是今天我们熟知的罐头工艺。经过二百多年的改进和发展,罐头制作工艺愈发纯熟,其包装也从玻璃瓶扩展到金属罐、软罐等多种形式。虽然前二者具有极好的密封性、阻湿性和保香性,但由于其热传导速率慢、空间占用率高等影响生产和运输效率的缺陷,逐渐被软罐包装所替代。
所谓软罐包装,是指采用聚酯、铝箔、聚烯烃等材料复合而成的多层复合薄膜用粘合剂热合后切制为一定尺寸的软质包装容器,用于肉食、果蔬包装,一般以蒸煮袋最为典型。常见蒸煮袋制作材料包括PET、铝箔、BOPA、CPP等,这些材料在机械性能(拉伸、剥离、耐冲击性能等)、物理性能(阻湿、阻氧、耐寒耐热等)方面各有优劣,因而在生产中会根据内容物的种类和要求采用两层、三层或多层复合结构,以获得最佳性能。此类包装壁薄,热传导性能佳,短时间内即可达到灭菌标准,节约能源。由于袋装占用空间少,易携带,运输和贮存费用可大大降低,因而深受企业和消费者的喜爱。
然而在实际生产应用中,蒸煮袋同样存在一定的缺陷,其中“破袋”是最为困扰生产者的问题之一。深入分析蒸煮袋的破袋原因,首先从蒸煮食品的生产工艺入手。常规蒸煮袋装食品采用以下生产流程:原料验收→加工处理→装袋→抽真空→热熔封口→检验→加热杀菌→冷却→干燥包装,其中破袋现象多出现于加热杀菌和冷却环节。由于装袋环节为防止封口污染对热封质量的影响而要求填充物量低于袋体容量以及抽真空环节袋内无法达到绝对真空状态,这两种情形将会导致蒸煮袋内残存一定的气体量。当真空处理后的蒸煮袋进行高温加热时,袋内容物的水分蒸发形成水蒸气与袋内残存的气体共同受热膨胀,压力骤升,当其超过蒸煮袋所能承受的最大压力时,袋体薄弱部位会首先发生破裂。另外,在冷却环节,也存在破袋风险。当冷却水进入蒸煮锅瞬间,袋外压力骤降,但由于袋内容物不可能同步冷却导致内外压力相差数倍,必然引起破袋事故。目前业界一般采用反压的方法来控制蒸煮袋的破袋率,即杀菌和冷却环节利用压缩空气向锅内加压,来平衡袋内压力,减少破袋的几率。但是,这仅是从工艺流程上得到的解决办法,若蒸煮袋本身存在质量问题,那么上述方法就显得舍本逐末,失去实际意义。
经过多次试验,发现蒸煮袋的破袋多发于以下几个部位:从热封封边处破裂;从热封边内侧破裂;由于热封层与外层脱层导致从热封边内侧内层破裂。
1、热封封边处破裂。目前蒸煮袋普遍采用三边封制成平袋或自立袋的形式,由食品企业灌装后进行最后一边的封合,因此在分析热封边破裂的原因时,要区分破裂源。对于制袋环节的封边破裂,主要是由于热封工艺的不合理而导致封边热封质量不达标。热封工艺是指利用高温热封刀对封口部位的上下薄膜施加预定的压力并保持一段时间,使之变为熔融粘流状态并粘合,经过冷却后具备一定的强度。该工艺的影响因素很多,热封温度、压力和时间相辅相成影响最大,其中温度起主导作用。热封温度一般在薄膜的熔融温度和分解温度之间,蒸煮袋主要采用CPP膜或HDPE膜为热封层,其熔点较高,热封温度可设180℃-230℃之间,若温度过低,即使压力再大、时间再长,也无法使薄膜达到熔融自粘状态。反之,易使封口部位的膜材在压力的作用下熔融挤出,降低了热封部位的厚度和热封强度。除了依据薄膜自身的属性设定热封温度,复合层数越少,复合厚度越薄,封刀的温度就要适度降低。薄膜熔融后,在粘流面上施加的压力大小亦会对熔融材料的封合产生极大影响。需要注意的是,封刀落下的时候要保证面向内容物的封边内侧压力略小于外侧,这样避免熔接时内侧部位厚度减少,降低封边的热封强度。对于灌装封口环节的封边破裂,除了同样存在热封工艺的问题,充填食物时的不规范操作易造成待封口部位的污染,影响封口强度。
2、热封边内侧破裂。这种情况指的是封边部位没有发生破裂,但封边根部薄膜却发生拉伸断裂现象,其原因同样在于制袋的热封环节,热封温度、压力设置过大,制袋速率偏慢等综合作用导致封口边缘内层薄膜被压制过薄,抗拉强度减弱,耐压能力显著降低。
3、热封层与其外层脱层,蒸煮袋从热封边内侧内层破裂。复合膜层间脱离,会极大破坏复合膜整体的抗拉强度,造成袋体易破裂,要解决这一问题,必须了解造成复合膜脱层的主要因素。以CPP等薄膜(热封层)――胶黏剂――铝箔――胶黏剂――PET等材料构成的三层复合蒸煮袋为例,脱层现象可能发生在任两种材料之间,轻微时表现为复合膜在受力部位呈条纹状脱离,严重时蒸煮后呈大面积自然脱离。造成这种现象主要有以下几点:⑴胶黏剂的耐湿热粘结强度不够;⑵胶黏剂中固化剂与主剂的比例不当;⑶胶黏剂涂布量不足;⑷熟化时间不足、熟化温度偏低;⑸内层薄膜自身热收缩率偏大;⑹薄膜与胶黏剂配伍性不符。据粘附理论,当胶黏剂与被粘物表面张力相等且极性相同,界面粘附力最强,因此需要合理选配与膜材相适应的胶黏剂。
以上分析凸显了蒸煮袋封边的热封质量、复合膜的剥离性是造成蒸煮袋破袋的主要因素,那么如何控制复合膜质量和蒸煮袋的热封效果?GB/T 10004-2008 《包装用塑料复合膜、袋干法复合、挤出复合》标准是针对蒸煮膜/袋的最新质量和测试标准,它根据产品使用温度把蒸煮袋分为普通级(80℃以下,含80℃)、水煮级(80℃~100℃,含100℃)、半高温蒸煮级(100℃~121℃,含121℃)和高温蒸煮级(121℃~145℃,含145℃)四类,并对蒸煮膜/袋的质量要求和试验方法做了具体规定。接下来笔者结合此标准提出几点解决性方案。
1、热封质量
不同膜材、不同结构的复合膜,其热封参数也不一样,建议首先采用热封试验仪模拟生产线封边工艺,通过试验多组热封温度、时间和压力参数进行复合膜封合获得初步的蒸煮袋试样。热封试验仪是一种由空气驱动系统、热封装置、温度系统、压力系统和时间系统共同组成的仪器,取复合膜置于上下封头中,待封头达到预期温度后,仪器根据预先设定的参数自动调节减压阀使气缸达到预期的热封压力,由单片机系统进行计时、控制电磁阀的换向,从而控制上下热封头上下移动,夹紧试样完成封合。
接下来对蒸煮袋试样进行热封强度测试以判断试验热封参数的合理性,选取最佳参数组合,作为生产线封边的依据。通常材料的热封强度根据检测方法大致可分为拉伸热封强度和膨胀热封强度,即《包装用塑料复合膜、袋干法复合、挤出复合》标准所规定热合强度和耐压强度。拉伸热封强度,是包装材料在受力方向一致、力值均匀的情况下热封处抵抗分离的能力,特别适用于评价软包装袋的开口性,一般采用拉力机测试。首先分别在蒸煮袋的四面封边部位呈垂直方向上任取宽(15±0.1)mm,展开长度(100±1)mm的试样10条,以热封部位为中心打开呈180°。把试样两端夹在XLW(PC)智能电子拉力试验机的上下夹具上,夹具间距离为50mm,夹持时要注意保持试样轴线与上下夹具中心线重合。以(300±20)mm/min的速率分离上下夹具,读取试样断裂时的最大力值。最终取10个试样的算术平均值作为该部位的拉伸热封强度,并且需要达到以下标准:
蒸煮膜/袋拉伸热封强度要求
单位:N/15mm
|
类型 |
拉伸热封强度 |
|
普通级 |
≥7 |
|
水煮级 |
≥13 |
|
半高温蒸煮级 |
≥25 |
|
高温蒸煮级 |
≥35 |
膨胀热封强度测试是评判袋体对袋内气压增大的承受能力的有效方法之一,需要借助泄漏与密封强度测试仪,向封装后的蒸煮袋内加压,通过压力的增大观察蒸煮袋的变形情况,记录蒸煮袋破裂的时间和最大破裂力,同时可以检测出整个袋体强度最差的部位(不仅限于热封部位),为蒸煮袋的反压操作提供数据支持。
2、复合膜剥离性能
要使蒸煮袋复合膜具有合理的剥离力,可从以下方面着手改进:(1)一般选择符合蒸煮要求的双组份聚氨酯胶,高温蒸煮环境要使用专用的耐高温蒸煮胶;(2)建议电晕处理强度要达到42达因/厘米以上(CPP材料39达因/厘米以上),涂胶量要达到4.5~5g/m2(干)。最好使用80~90线/英寸的涂胶网线辊。这样可以确保在合适的涂胶液粘度下有较高的涂胶量。而且在复合前需检查涂胶辊的清洁程度,以确保有一个良好的涂布状态。烘箱要通风好,环境清洁。(3)蒸煮袋内层薄膜要具有稳定的热收缩率和良好的耐温性、耐油性,防止内容物油脂渗入胶层,造成复合膜分离。(4)合适的熟化时间和温度,使胶黏剂反应彻底,保证复合质量。(5)对复合膜抽样进行剥离力检测。首先沿样品膜宽度方向均匀裁取宽15±0.1mm,长200 mm的纵、横试样各5条,并沿长度方向将复合膜与基材预剥50mm,将剥离部分的两端分别加于XLW(PC)智能电子拉力机上下夹具上,使未剥开部分与拉伸方向呈T型,如图(1),以300±50mm/min的速度分离上下夹具,从而获得剥离力平均值。最终5条试样剥离力的算术平均值要符合以下要求:
蒸煮膜/袋剥离力要求
单位:N/15mm
|
类型 |
剥离力 |
|
普通级 |
≥0.6 |
|
水煮级 |
≥2.0 |
|
半高温蒸煮级 |
≥3.5 |
|
高温蒸煮级 |
≥4.5 |
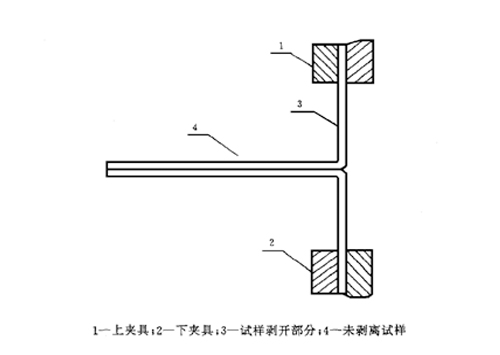
图1、试样加持图示
3、耐热性及耐高温介质性
2008版《包装用塑料复合膜、袋干法复合、挤出复合》标准较1998版突出的不同点在于对蒸煮袋的耐热性及耐高温介质性做出了各自独立的试验要求。耐高温介质性测试沿用98版规定,在此不多赘述。耐热性是本版标准中的一个亮点指标,要求将复合膜制成200mm*120mm的小袋,充入袋容积的1/2~2/3的水后排气密封好,置入具有反压装置的高压蒸煮锅,按不同类型的最高使用温度加热杀菌,减压冷却至室温取出,再次检测复合膜层间剥离力和热封强度,以确保蒸煮后无破袋风险。这一新增测试项目虽然增加了测试工作强度,但对蒸煮袋的下游企业却更具现实指导意义。
以蒸煮袋为代表的软罐头凭借其重量轻、体积小、导热快、杀菌时间短、可较好的保持内容物的色香味因而逐渐取代部分铁罐和玻璃罐,但由于其包装材料的众多性能受制袋、杀菌等工序的影响较大,因而存在潜在的破袋风险。作为蒸煮袋相关的上下游企业,应该建立以试验为指导,以抽检为保障的产品质量控制体系,从根本上杜绝破袋事故的发生。
本文标题:蒸煮袋破袋问题分析及解决方案
文章地址:http://service.labthink.cn/cn/article-Routine-info-13042812.html
版权所有 Labthink兰光 未经许可禁止转载 转载请注明出处
文章地址:http://service.labthink.cn/cn/article-Routine-info-13042812.html
版权所有 Labthink兰光 未经许可禁止转载 转载请注明出处